


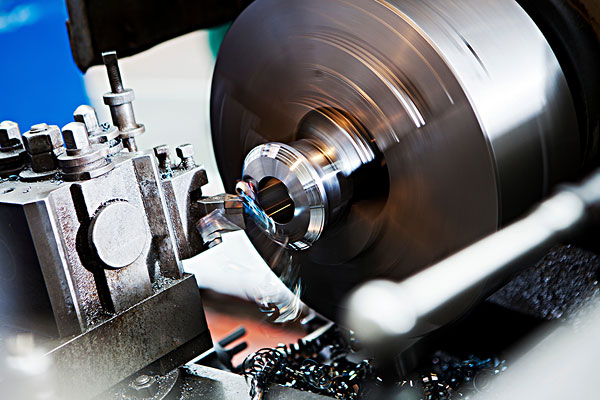
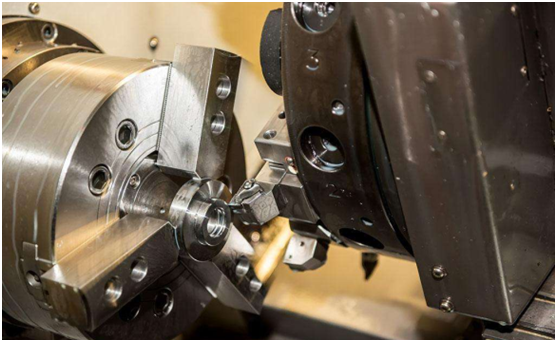
Turning is a form of machining, a material removal process, which is used to create rotational parts by cutting away unwanted material. The turning process requires a turning machine or lathe, work piece, fixture, and cutting tool.
CNC lathe processing service
BBN team USES precision lathe to process equipment, and can meet customers' processing demand immediately. From simple drilling to complex design, we can produce all kinds of zero components for our customers.
For process efficiency and high quality, BBN team in addition to using car milling compound machine, also use CNC automatic feeding system, so as to improve the production efficiency and create greater complexity, high precision metal machinery parts.
BBN team is located in henan, with more than 30 years of professional processing experience, providing a consistent and high quality precision processing service, including CNC turning service. So BBN team leading the industry to provide high efficiency, high precision of processing services, use of high-end CNC equipment, engineering, and experience in order to realize high complex process, meet the demand of customer diversified parts.
Advantage
The precision height torch can provide minimum turning tolerance of 0.01 mm.The delivery period can be used to meet the customer's requirement by sorting out the urgent items, urgent parts and general components to meet the customer delivery date.
Economic benefits have professional processing technology, the torch front turning team not only has the ability to reduce the amount of cutting material, more use different method, through the simplified processing process, materially to help customers to save material and processing cost.
Turning ability
Tolerance range: minimum plus or minus 0.01mm
The size of the cutting material: the outer diameter can reach up to 650mm and the maximum length can reach 1300mm
Types of cutting materials: alloy steel, aluminium alloy, brass, bronze alloy, carbon steel, copper, quick cutting steel, stainless steel, plastic... And so on.
Turning equipment: common lathe, CNC lathe, automatic lathe, CNC milling compound machine, walking center lathe, automatic feeding system.
Type of fixture: three-jaw chuck, four-jaw chuck and die set.
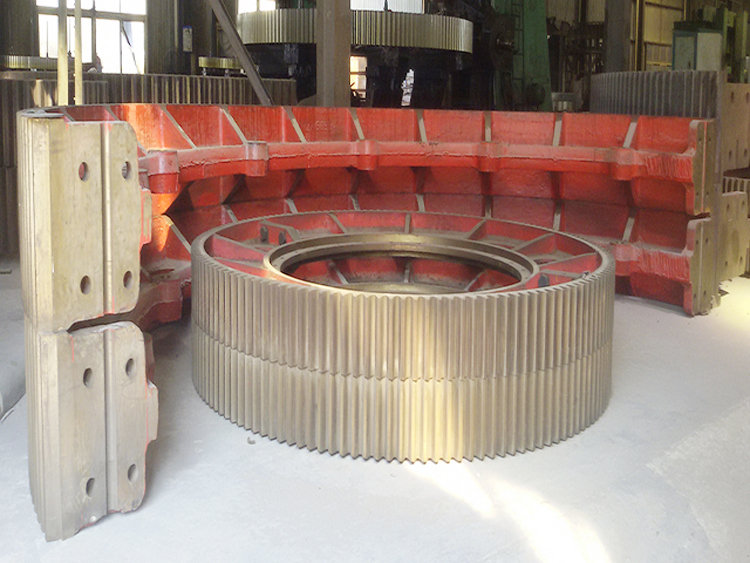
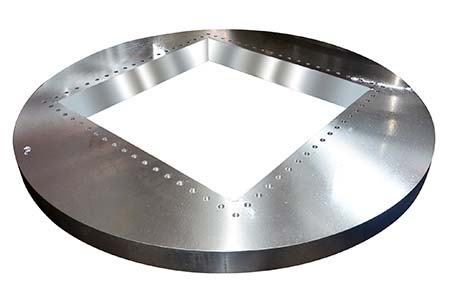
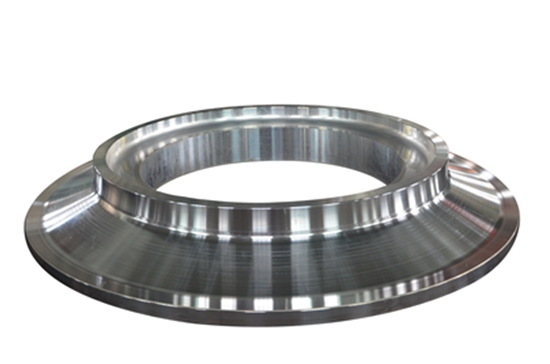
Applicable products: bearings, bushings, bolt, casting, mold, fasteners, joint parts, metal thimble, flaring takeover, flange, flywheel, gear, hand tools, hose connectors, knob, machinery parts, o-rings, piston, pulley, pipe joints, bolt, axis, the main shaft, valve stem, gasket, pillar, turbine parts, screws, threaded rod, intake manifold, valve, etc.
Applicable industries: automotive, aerospace, agriculture, chemical, construction, dental, electronics, filtration, food, industrial, medical, military, machine tool, mining, pharmaceutical, energy, packaging, semiconductor, security, transportation, industry, etc.
Extended service: assembly, anodic oxidation, broaching machine, counter boring, boring, folding bed, centerless grinding, drilling, deep hole drilling, cutting, heat treatment, knurling, laser cutting, milling machine, stamping, plating, planing, reaming, sawing, tapping, welding, thread processing.
Operations
During the process cycle, a variety of operations may be performed to the work piece to yield the desired part shape. These operations may be classified as external or internal. External operations modify the outer diameter of the work piece, while internal operations modify the inner diameter. The following operations are each defined by the type of cutter used and the path of that cutter to remove material from the work piece.
• External operations
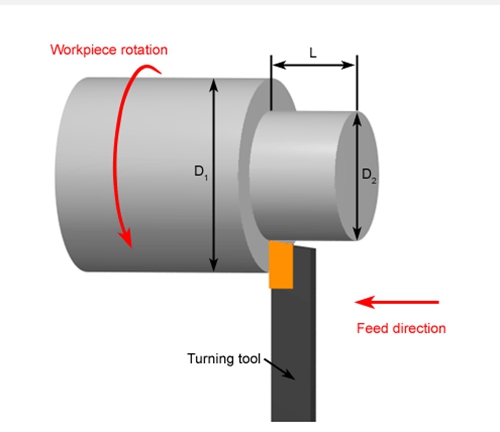
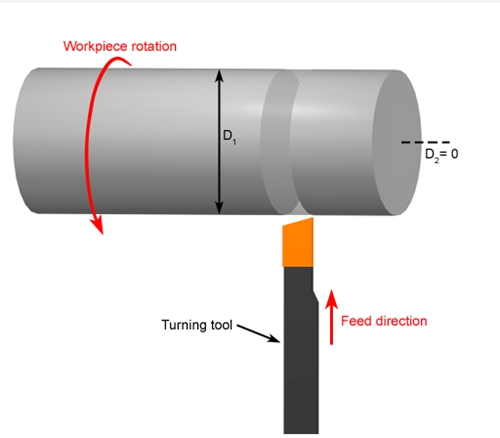
Turning - A single-point turning tool moves axially, along the side of the work piece, removing material to form different features, including steps, tapers, chamfers, and contours. These features are typically machined at a small radial depth of cut and multiple passes are made until the end diameter is reached.
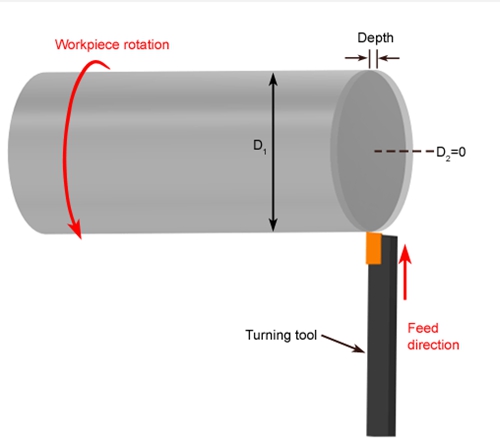
Facing - A single-point turning tool moves radially, along the end of the work piece, removing a thin layer of material to provide a smooth flat surface. The depth of the face, typically very small, may be machined in a single pass or may be reached by machining at a smaller axial depth of cut and making multiple passes.
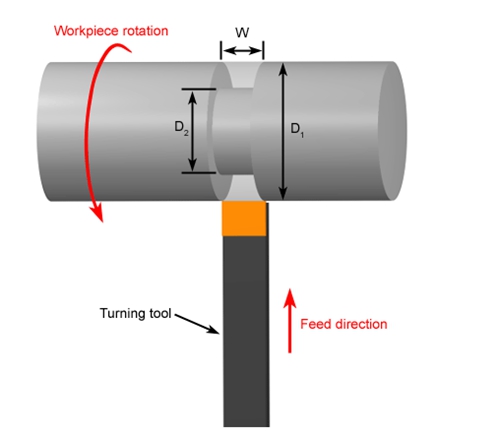
Grooving - A single-point turning tool moves radially, into the side of the work piece, cutting a groove equal in width to the cutting tool. Multiple cuts can be made to form grooves larger than the tool width and special form tools can be used to create grooves of varying geometries.
Cut-off (parting) - Similar to grooving, a single-point cut-off tool moves radially, into the side of the work piece, and continues until the center or inner diameter of the work piece is reached, thus parting or cutting off a section of the work piece.
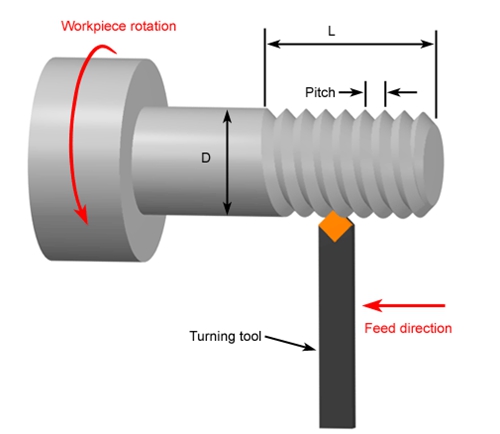
Thread cutting - A single-point threading tool, typically with a 60 degree pointed nose, moves axially, along the side of the work piece, cutting threads into the outer surface. The threads can be cut to a specified length and pitch and may require multiple passes to be formed.
• Internal operations
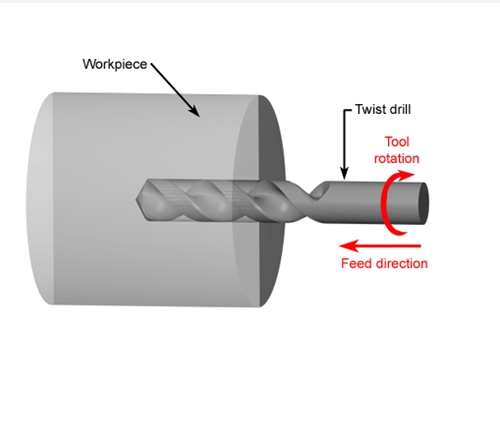
Drilling - A drill enters the work piece axially through the end and cuts a hole with a diameter equal to that of the tool.
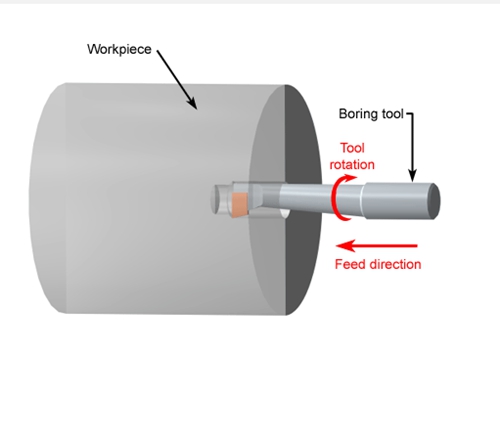
Boring - A boring tool enters the work piece axially and cuts along an internal surface to form different features, such as steps, tapers, chamfers, and contours. The boring tool is a single-point cutting tool, which can be set to cut the desired diameter by using an adjustable boring head. Boring is commonly performed after drilling a hole in order to enlarge the diameter or obtain more precise dimensions.
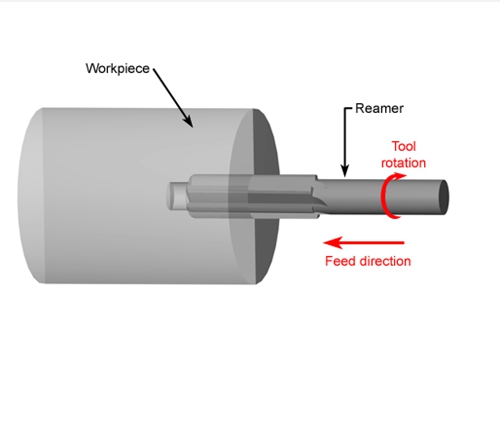
Reaming - A reamer enters the work piece axially through the end and enlarges an existing hole to the diameter of the tool. Reaming removes a minimal amount of material and is often performed after drilling to obtain both a more accurate diameter and a smoother internal finish.
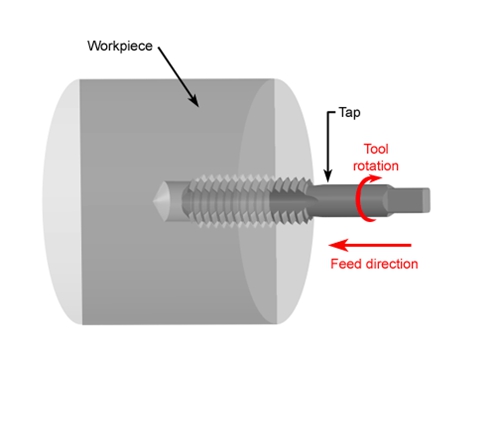
Tapping - A tap enters the work piece axially through the end and cuts internal threads into an existing hole. The existing hole is typically drilled by the required tap drill size that will accommodate the desired tap.






Contact Us
HENAN BEBON IRON&STEEL CO.,LTD.
Submit demands online
 Language
Language










 Online Consultation
Online Consultation



